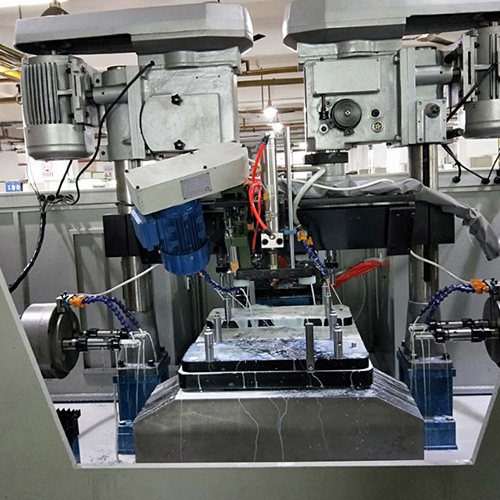
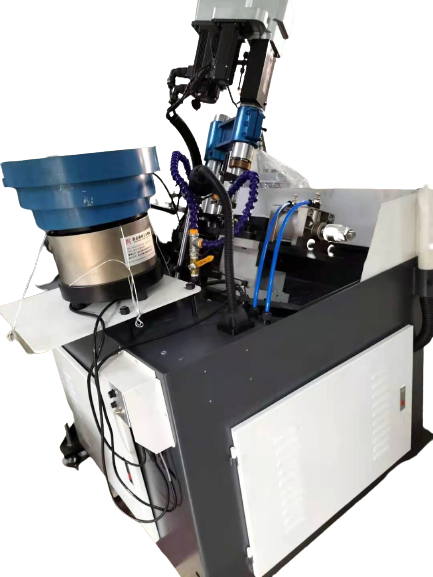
啟東定制自動鉆孔機廠家
發(fā)布時間:2025-02-14 00:25:57
啟東定制自動鉆孔機廠家
攻絲機是我們日常生活中常用的一個機械,的夾具非常的重要,那么你知道它的夾頭扭力是怎么去調整的嗎?下面給大家講下這個問題。1、通常扭力筒夾的扭力在出廠時即已設定好,但在攻較強韌之材料時或使用一段時間后,必須再調整,設定扭力。2、扭力筒夾外殼有2個小孔,允許做半個凹槽之扭力調整,這在調整M3以下的扭力控制非常重要。3、使用一字起子挑起扣環(huán),用尖嘴鉗置入扭力調整環(huán)上的2個圓孔內,順時針轉則增加扭力,反時針轉則減少扭力4、調整好后,將扣環(huán)插入筒夾外殼的小孔內,扭力即不再改變了。5、扭力筒夾是保證高精度之螺紋,故扭力筒夾不能隨意亂放、亂丟、亂摔,以免影響攻絲精度。6、當氣動馬達不轉時,一般情況是氣力不夠,請檢查氣壓是否調至6-8KG即可。7、當氣動馬達轉,而扭力筒夾打滑,有可能是材質太硬或材質粘性高,請把扭力筒夾扭力調大。

啟東定制自動鉆孔機廠家
自動攻絲機的普遍問題是絲錐磨損過快,螺紋直徑太大或太小,絲錐斷裂或斷裂。 輕巧靈活。 因此,在敲擊時要注意敲擊聲音。 如果有異常,請停止并及時檢查。 此外,請保持設備的所有部件整潔。 下面將為您詳細介紹自動攻絲機的常見問題和預防措施。1.水龍頭磨損太快,如果絲錐磨損太快,請適當降低切割速度; 減小絲錐的前角并延長切割錐的長度; 選擇潤滑性好的切削液; 對工件進行適當的熱處理; 正確銳化水龍頭;2.螺紋的螺距直徑太大,如果螺距直徑太大,請選擇具有適當精度的絲錐螺距; 選擇合適的切削液并適當降低切削速度; 攻絲時,應修正絲錐與螺紋底孔的同軸度,并使用浮動卡盤; 適當減小前角和切削錐的后角。 去除磨尖產生的毛刺,并適當增加切割錐的長度;
啟東定制自動鉆孔機廠家
1.攻絲機床的外觀和死角,拆下并清洗每個蓋板,要求內部和外部清潔,無生銹,無黃色長袍,油漆見鐵和光的本質。 清潔導軌表面并去除工作表面上的毛刺。 檢查螺釘,手球和手墊,并檢查每個手柄的柔韌性和可靠性。2.主軸進給箱的維護:檢查油質,保持良好,油量符合要求。 清除主軸錐度的毛刺。 清潔液壓傳動系統(tǒng)和濾油器,并調節(jié)油壓。3.攻絲機擺臂和起重夾緊機構的檢查:檢查并調整起重機構和夾緊機構,以達到靈敏度和可靠性。 4.檢查的潤滑系統(tǒng):清潔油氈需要完整的油杯,通暢的油路和明亮的油窗。
啟東定制自動鉆孔機廠家
在使用生產加工內牙的時候時不時會存在爛牙,對產品的品質影響非常大,為什么自動攻牙機會存在爛牙的狀況呢?常見的原因有下列幾種:1、絲錐受損了。假如絲錐受損毫無疑問會存在爛牙的現象,就算絲錐蹦了一個小缺口都是會存在爛牙,是因為螺紋是靠絲錐的刃口生產加工出來的,假如絲錐的刃口受損了,生產加工出來的螺紋表層肯定不光滑,并且受損的刃口在絲錐退回的時候很容易刮爛之前生產加工出來的螺紋,在存在這種狀況的時候只有跟換絲錐,或者將受損的刃口磨掉繼續(xù)使用,只不過絲錐要磨好2、潤滑不足。假如在生產加工的過程中加攻牙油或者冷卻液不足潤滑,也會存在爛牙的狀況,在存在這種狀況的時候一定使用潤滑夠好冷卻夠快的攻牙油,既能夠潤滑又能夠冷卻,很多客戶不喜歡使用攻牙油,覺得很麻煩生產加工出來又要清洗一次,在這個時候一般都是會選擇乳化液加水冷卻,但是乳化液兌水一般只能做到冷卻的作用,只不過多加一點乳化液,水少加一點,這樣能起到一定的潤滑作用。