西藏優(yōu)質(zhì)自動(dòng)攻絲機(jī)廠家
發(fā)布時(shí)間:2024-01-01 00:35:44
西藏優(yōu)質(zhì)自動(dòng)攻絲機(jī)廠家
的操作標(biāo)準(zhǔn)。1、進(jìn)行操作之前,查驗(yàn)關(guān)鍵鎖緊螺栓有沒有堅(jiān)固,電源總開關(guān)及路線有沒有保持良好。按規(guī)定衣著勞保用品,非攻絲工嚴(yán)禁操作; 2、操作之前必須在規(guī)定加油部位加入潤滑油、潤滑脂等。待該機(jī)運(yùn)行正常、靈便、穩(wěn)定后方能操作; 3、攻絲前,必須將所需攻絲的產(chǎn)品工件、工具等放置整齊、順手; 4、調(diào)試多軸攻絲機(jī)所攻絲的絲錐尺寸與深度符合要求的尺寸后再進(jìn)行作業(yè)。防止滑牙和不夠牙; 5、操作時(shí)嚴(yán)禁戴手套,女員工長頭發(fā)者,必須挽入工作帽內(nèi);

西藏優(yōu)質(zhì)自動(dòng)攻絲機(jī)廠家
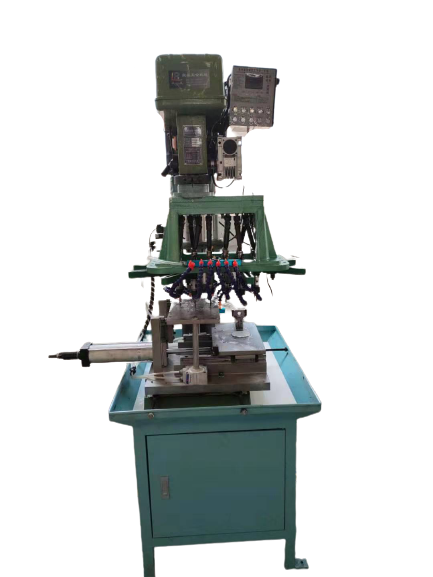
攻絲機(jī)高精密攻牙行程調(diào)整簡單,自動(dòng)反轉(zhuǎn)裝置能自由調(diào)整攻牙行程,淺孔和有孔低加工件也能容易調(diào)整,攻絲機(jī)雙重安全裝置能防止螺絲攻之損壞,主軸回轉(zhuǎn)與上下、進(jìn)退刀特設(shè)雙重安全離合器,主軸能自動(dòng)停止,逆轉(zhuǎn)退刀也不會損壞刀具。牙距A、B齒輪配合A、B轉(zhuǎn)軸與主軸依牙距推進(jìn)完全配合,垂直穩(wěn)定、準(zhǔn)確、精密度特別高,螺絲攻牙時(shí)前進(jìn)與后退不必出力就能運(yùn)轉(zhuǎn)自如。而同時(shí)決定于優(yōu)良的加工物品,不會造成粗細(xì)不同螺紋,針對薄板和輕合金屬,合成樹脂等軟質(zhì)品也能攻出完美螺紋。攻絲機(jī)同時(shí)還可以配置多軸器進(jìn)行多軸同步加工,生產(chǎn)效率大大提高。的使用可以提高生產(chǎn)數(shù)量和質(zhì)量,在市場上的功能目前沒有什么機(jī)械可以取締的。
西藏優(yōu)質(zhì)自動(dòng)攻絲機(jī)廠家
1、給進(jìn)速率太快,造成扭矩過大。提議用一般絲錐生產(chǎn)加工外螺紋時(shí),攻絲機(jī)轉(zhuǎn)速比不適合超出100轉(zhuǎn)/分鐘。2、底孔直徑與絲錐不配對。比如,生產(chǎn)加工輕金屬原材料M5×0.5外螺紋時(shí),用鉆削絲錐應(yīng)當(dāng)用挑選直徑4.5mm麻花鉆打底孔,假如錯(cuò)用了4.2mm麻花鉆來打底孔,攻牙時(shí)絲錐需要鉆削的一部分必定擴(kuò)大,從而使絲錐斷裂。提議依據(jù)絲錐的類型及攻件材料的不一樣挑選恰當(dāng)?shù)牡卓字睆剑菦]有符合實(shí)際的麻花鉆能夠挑選大一級的。3、實(shí)際操作不善。生產(chǎn)加工埋孔外螺紋時(shí),當(dāng)絲錐將要觸碰孔底的一瞬間,作業(yè)者仍未觀念到,仍按未到孔底時(shí)的攻牙速率給進(jìn),或銑面受阻時(shí)強(qiáng)制給進(jìn)造成絲錐斷裂。提議實(shí)際操作工作人員提升責(zé)任感。4、未應(yīng)用切削油或挑選不善。攻牙全過程時(shí)會產(chǎn)出率很多的發(fā)熱量,特別是在是一些稀有金屬其可塑性較強(qiáng),必須有目的性地挑選好切削油。

西藏優(yōu)質(zhì)自動(dòng)攻絲機(jī)廠家
自動(dòng)攻絲機(jī)是根據(jù)加工中心原理設(shè)計(jì)的,實(shí)現(xiàn)了加工過程中的高速、高效、高精度。與上一代數(shù)控攻牙機(jī)相比,加工效率提高了2-3倍,并具有單次和連續(xù)動(dòng)作、等待時(shí)間設(shè)定、快速推進(jìn)等多種模式。高精度滾珠絲杠,無間隙,雙伺服電機(jī)運(yùn)動(dòng)精度高;智能控制,操作簡單,重復(fù)精度0.02mm。使用攻牙油減少摩擦。在攻絲、鉆孔等金屬切削過程中使用自動(dòng)攻絲機(jī)時(shí),不能避免摩擦產(chǎn)生的廢屑。除了使用潤滑性強(qiáng)、摩擦系數(shù)低的攻牙油減少弓箭與攻牙、道具之間的摩擦外,還對攻牙油進(jìn)行過濾和循環(huán)。