天津哪里有多軸攻絲機(jī)哪家好
發(fā)布時(shí)間:2023-12-17 00:35:46
天津哪里有多軸攻絲機(jī)哪家好
自動(dòng)攻絲機(jī)攻牙不平穩(wěn)的緣故關(guān)鍵有以下內(nèi)容:1、攻牙梢損壞或繃簧懈怠乏力。應(yīng)查詢擋自動(dòng)攻絲機(jī)攻牙梢有沒有損壞導(dǎo)致支承不勻,再者查詢繃簧是否調(diào)很松或更換的繃簧。2、自動(dòng)攻絲機(jī)攻牙傳動(dòng)帶調(diào)節(jié)不足緊或傳動(dòng)帶毀壞導(dǎo)致跑偏。攻牙三角皮帶很松可調(diào)節(jié)設(shè)備后邊的調(diào)養(yǎng)螺釘調(diào)節(jié)到適合情況或更換傳動(dòng)帶。3、自動(dòng)攻絲機(jī)攻牙小皮帶太松可將固定不動(dòng)自動(dòng)攻絲機(jī)自動(dòng)攻絲機(jī)的四個(gè)螺絲松掉再將自動(dòng)攻絲機(jī)自動(dòng)攻絲機(jī)壓下去,隨后扭緊四個(gè)螺釘。4、離合之剎車踏板電豉欠佳,能換剎車盤或替換成自動(dòng)攻絲機(jī)自動(dòng)攻絲機(jī)。

天津哪里有多軸攻絲機(jī)哪家好
自動(dòng)攻絲機(jī)之所以能夠在現(xiàn)代社會(huì)當(dāng)中得到極大的發(fā)展,是與其自身所具有的眾多的優(yōu)勢(shì)分不開的。那么,的優(yōu)勢(shì)都包括哪些呢?一、可以說是一種高度自動(dòng)化的設(shè)備,在使用和操作的時(shí)候都是非常的簡單和方便,能夠節(jié)約更多的人力物力資源,起到一個(gè)更好的使用效果。二、從整體上面而言,價(jià)格是比較便宜的,具有很大的經(jīng)濟(jì)實(shí)惠的優(yōu)點(diǎn),這樣除了能夠節(jié)約更多的金錢方面的成本之外,也能夠方便人們高效率的開展自己的工作。三、在準(zhǔn)確度方面是非常高的,能夠在保證速度快的同時(shí)也能夠保證工作的準(zhǔn)確度。

天津哪里有多軸攻絲機(jī)哪家好
介紹了鉆孔機(jī)的主要特點(diǎn)1、全自動(dòng)下料,2、計(jì)算機(jī)實(shí)時(shí)監(jiān)控鉆嘴保護(hù)系統(tǒng)、卡料、空料、參數(shù)錯(cuò)誤報(bào)警系統(tǒng)。3、六軸聯(lián)動(dòng)控制系統(tǒng),獨(dú)特的程序隨時(shí)更新功能,程序自主研發(fā),具有通孔、外盲孔、多孔、高低孔等常見鉆孔程序,也可根據(jù)客戶要求編寫。4、驅(qū)動(dòng)系統(tǒng)采用德國進(jìn)口高精度數(shù)控電機(jī),與多齒輪恒角力矩細(xì)分驅(qū)動(dòng)器配合。該方法精度高,運(yùn)行平穩(wěn),誤差小于0.01 mm。5、電路控制采用進(jìn)口模塊化固態(tài)繼電器,具有自保護(hù)功能,與進(jìn)口的元器件相匹配,使整機(jī)性能更加穩(wěn)定。6、加工尺寸(2-40mm)可完全滿足工業(yè)產(chǎn)品加工尺寸的要求,特殊規(guī)格可定制。7、孔位可由計(jì)算機(jī)自動(dòng)調(diào)整到邊緣(0-15mm)、基座(0-7mm)和補(bǔ)償值,使孔位調(diào)整更準(zhǔn)確、方便。

天津哪里有多軸攻絲機(jī)哪家好
適用于在各種金屬或有色金屬材料上攻絲普通螺紋、左旋螺紋和丁字螺紋。市場上有各種自動(dòng)攻絲機(jī)設(shè)備。如何選擇設(shè)備?自動(dòng)攻絲機(jī)是根據(jù)加工中心原理設(shè)計(jì)的,實(shí)現(xiàn)了加工過程中的高速、高效、高精度。與上一代數(shù)控攻牙機(jī)相比,加工效率提高了2-3倍,并具有單次和連續(xù)動(dòng)作、等待時(shí)間設(shè)定、快速推進(jìn)等多種模式。;高精度滾珠絲杠,無間隙,雙伺服電機(jī)運(yùn)動(dòng)精度高;

天津哪里有多軸攻絲機(jī)哪家好
1、給進(jìn)速率太快,造成扭矩過大。提議用一般絲錐生產(chǎn)加工外螺紋時(shí),攻絲機(jī)轉(zhuǎn)速比不適合超出100轉(zhuǎn)/分鐘。2、底孔直徑與絲錐不配對(duì)。比如,生產(chǎn)加工輕金屬原材料M5×0.5外螺紋時(shí),用鉆削絲錐應(yīng)當(dāng)用挑選直徑4.5mm麻花鉆打底孔,假如錯(cuò)用了4.2mm麻花鉆來打底孔,攻牙時(shí)絲錐需要鉆削的一部分必定擴(kuò)大,從而使絲錐斷裂。提議依據(jù)絲錐的類型及攻件材料的不一樣挑選恰當(dāng)?shù)牡卓字睆剑菦]有符合實(shí)際的麻花鉆能夠挑選大一級(jí)的。3、實(shí)際操作不善。生產(chǎn)加工埋孔外螺紋時(shí),當(dāng)絲錐將要觸碰孔底的一瞬間,作業(yè)者仍未觀念到,仍按未到孔底時(shí)的攻牙速率給進(jìn),或銑面受阻時(shí)強(qiáng)制給進(jìn)造成絲錐斷裂。提議實(shí)際操作工作人員提升責(zé)任感。4、未應(yīng)用切削油或挑選不善。攻牙全過程時(shí)會(huì)產(chǎn)出率很多的發(fā)熱量,特別是在是一些稀有金屬其可塑性較強(qiáng),必須有目的性地挑選好切削油。
天津哪里有多軸攻絲機(jī)哪家好
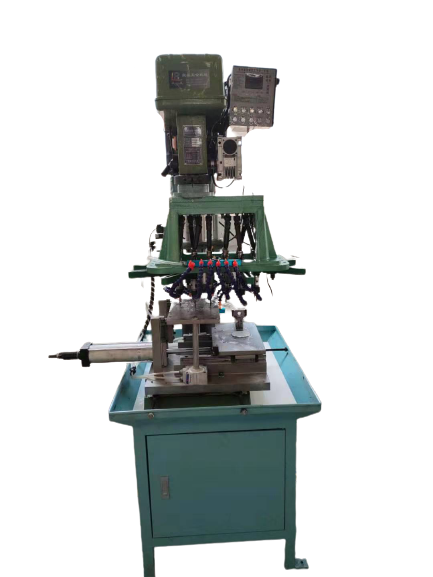
是一種利用多軸機(jī)床同時(shí)攻絲2-18個(gè)孔的機(jī)床。它是提高工作效率和節(jié)約生產(chǎn)成本的設(shè)備之一。在加工過程中,不可避免地會(huì)產(chǎn)生物體圖案的一些偏差。但控制加工質(zhì)量很重要。偏差越小,產(chǎn)生的圖案越精細(xì)。下面來詳細(xì)介紹自動(dòng)攻絲機(jī)工作時(shí)如何提高加工質(zhì)量。在加工過程中,工藝系統(tǒng)會(huì)出現(xiàn)各種誤差,進(jìn)而改變刀具與工件在切削運(yùn)動(dòng)中的方位關(guān)系,影響零件的加工精度。這些誤差與工藝系統(tǒng)本身的布局和切割工藝有關(guān)。產(chǎn)生誤差的主要原因有:工藝系統(tǒng)的誤差包括排樣方法的原理、機(jī)床的誤差、調(diào)整誤差、工裝夾具的制造誤差、工件的裝置誤差以及工藝系統(tǒng)磨損引起的誤差;工藝系統(tǒng)應(yīng)力變形引起的誤差;工藝系統(tǒng)熱變形引起的誤差;工件內(nèi)應(yīng)力引起的誤差。